

联系我们

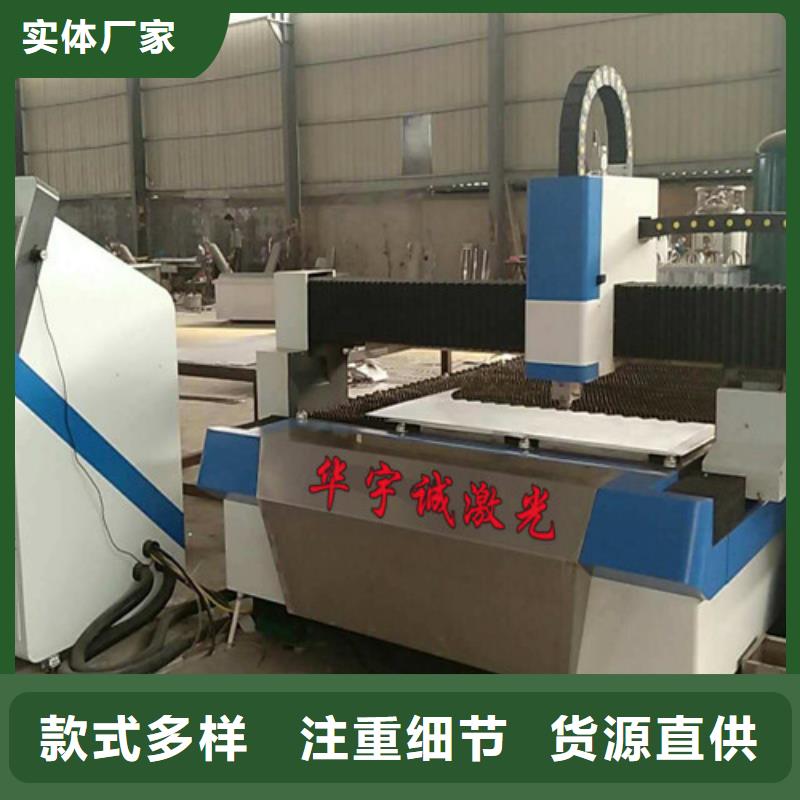
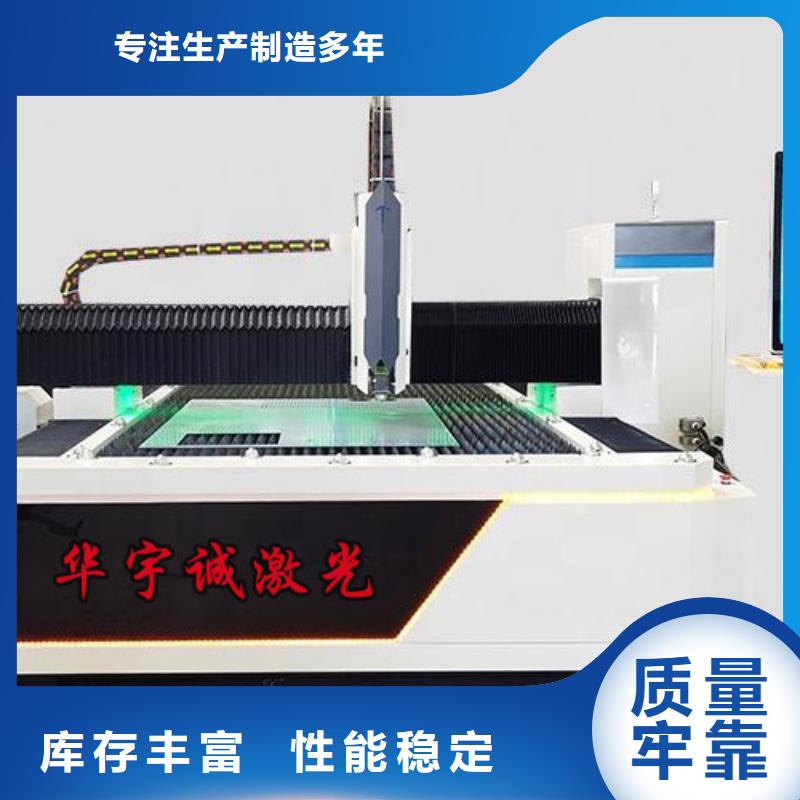
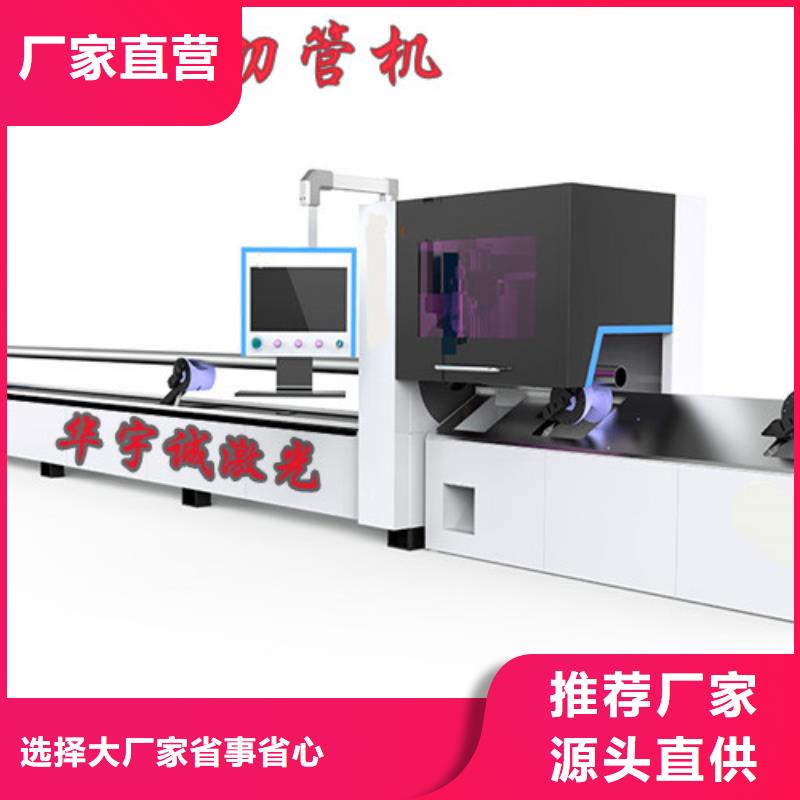
数控激光切割机品质过关
发布时间:2024-07-05 01:32:24 浏览次数:1 公司名称:[齐齐哈尔]华宇诚数控科技有限公司
| 是否厂家 | 生产厂家 |
|---|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500可定制 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |






近年来随着激光切割设备需求的高涨,行业竞争激烈,各种相关产品也陆续出现。对于设备需求的企业,选择的范围太广反而不知如何下手。加上金属加工行业寻求新的发展时首要就是跟上行业脚步,金属激光切割机作为行业标配,越来越多的金属制造加工企业开始采购它,而间接的就有很多人看准时间纷纷开设工厂制造售卖激光切割机,这也导致现在市场上的金属激光切割机厂家多如牛毛,那么我们在采购时要如何选择才能寻准好的厂家呢?下面小编就来教大家几招。
激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术除少数情况可以从板边缘开始外一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。
碳钢是钣金加工中比较常见的材料,碳钢激光切割机在加工碳钢板时,偶尔会出现切割质量很差的情况,那么,当出现碳钢激光切割机切割效果很差的情况,我们该如何去解决问题呢?下面小编就来给大家分析总结一下。金属激光切割机切割效果差的解决办法金属激光切割机切割效果差的解决办法碳钢激光切割机切割碳钢效果差的多数情况在于切割工件出现毛刺,根据激光切割机的工作和设计原理,分析得出以下几点原因是造成加工件产生毛刺的主要原因:1.激光焦点的上下位置不正确,需要做焦点位置测试,根据焦点的偏移量进行调整;2.激光的输出功率不够,需要检查激光发生器的工作是否正常,如果正常,则观察激光控制按钮的输出数值是否正确,加以调整;切割的线速度太慢,需要在操作控制时加大线速度;3.切割气体的纯度不够,需要提供高质量的切割工作气体;4.激光焦点偏移,需要做焦点位置测试,根据焦点的偏移量进行调整;5.机床运行时间过长出现的不稳定性,此时需要关机重新启动。金属激光切割机切割效果差的解决办法激光切割机切碳钢遇到的问题和排除方法除此之外,对于碳钢的激光切割机加工,还有一类问题出现的频率较多,即在激光切割机加工过程中出现非正常火花,这种情况会影响零件的切割断面光洁度加工质量。此时在其他参数都正常的情况下,应考虑以下情况:激光头喷嘴的损耗,应及时更换喷嘴。在无新喷嘴更换的情况下,应加大切割工作气体压力;喷嘴与激光头连接处螺纹松动。此时应立即暂停切割,检查激光头连接状态,重新上好螺纹。
激光束被聚焦以形成具有非常强能量的很小的作用点,并且其在切割中的应用具有许多功能。首先,激光能量被转换成惊人的热能,该热能保持在非常小的区域内,从而提供了狭窄的直边缝隙,与装饰件相邻的小热影响区以及小的局部变形。其次,激光束不对工件施加任何力。它是一种非接触式切削刀具,这意味着工件没有机械变形,没有刀具磨损,并且没有刀具转换问题;切割材料不需要考虑其硬度,即激光切割能力不受切割材料硬度的影响;再次,激光束可控性强,适应性和灵活性高,与自动化设备组合方便,切割过程自动化。由于没有切割工件,激光束的局限性在于其无限的轮廓切割能力,并结合了计算机,可用于排出纸张并节省材料。激光切割具有广泛的适应性和灵活性激光切割比其他常规加工方法具有更大的灵活性。另外,作为热切割工艺,其他方法也无法像激光束那样作用于很小的区域,从而导致狭缝,较大的热影响区以及明显的工件变形。光纤激光切割机的主要特点:首先,光纤激光器具有高的电光转换效率和超过30%的转换效率。低功率光纤激光器不需要配备冷却器,而是采用风冷方式,可以大大节省运行时的功耗,节省运行成本,达到的生产效率。。其次,激光器在运行时仅需要电能,而无需为激光器产生额外的气体,因此具有的运行和维护成本。第三,光纤激光器采用半导体模块化冗余设计,谐振腔内无光学透镜,无启动时间,无需调整,免维护,稳定性高,减少了配件成本和维护时间。这是传统激光所无法比拟的。第四,光纤激光器的输出光束质量好,功率密度高,非常有利于金属材料的吸收,具有优良的切割和焊接能力,使加工成本。第五,整机光路由光纤传输,不需要复杂的镜子等光导系统,光路简单,结构稳定,外部光路免维护。第六,切割头装有保护镜,因此聚焦镜等昂贵的消耗品的消耗极少。7.光通过光纤输出,使机械系统的设计非常简单,易于与机器人或多维工作台集成。第八,光纤激光器体积小,重量轻,可在工作位置移动并且占地面积小。九,激光器加百叶窗可以是一台多机,通过光纤分路,同时分为多个通道和多个单元,易于扩展功能,易于升级,操作简单。